

大容積氣瓶磁粉自動探傷機
氣瓶磁粉自動探傷機介紹
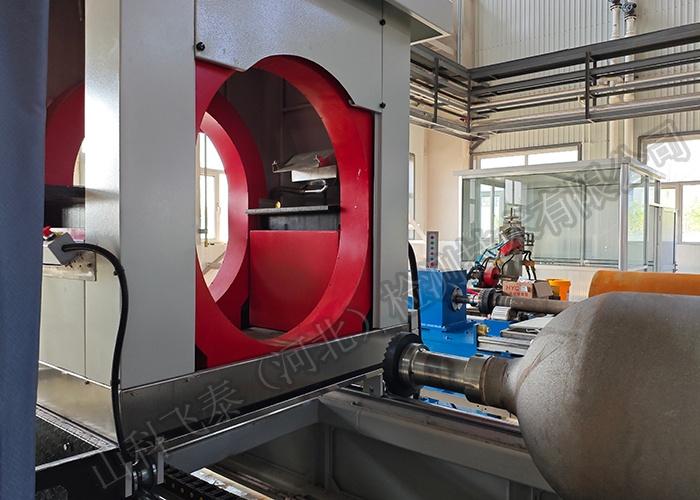
實現大容積鋼質氣瓶瓶身、瓶頸部位的外表面磁粉檢測(非熒光)時所需的磁化、磁懸液噴淋、退磁等。
氣瓶磁粉探傷機磁化原理及性能
氣瓶磁粉探傷機主要由:主體框架、磁化電源系統、提升托架系統、瓶體探傷系統、瓶口探傷系統、白光觀察系統、磁懸液噴淋及回收系統等組成,對鋼瓶瓶體及瓶口進行分步探傷,及時發現被檢測鋼瓶表面及近表面的各種裂紋缺陷。
設備設二路獨立的磁化機構,磁化一路為瓶體探傷周向,設備的周向磁化采用磁軛法,縱向磁化采用線圈外加磁場方法,一次性復合磁化,全方位檢查工件表面及其近表面的各種裂紋、細微缺陷。交流磁化電流均帶斷電相位控制,既適合連續法,又可進行剩磁法探傷檢測。
設備的控制電路采用歐姆龍品牌可編程序控制器系列產品(簡稱 PLC)集中控制,具有手動、自動控制相結合的方式對工件進行探傷,三路磁化機構均獨立控制,手動控制時可進行設備的每個功能動作的單步手動操作控制,自動控制主要針對瓶體探傷,設備自動執行PLC內部程序。
氣瓶整體外表面:采用非接觸方式磁化, 首先按氣瓶長度左右電極移動、升降(電動行走)結構調整到合適位置,將氣瓶吊裝到滾動輪上,根據磁頭小車行走方向,將轉動裝置調整到合適位置,(瓶子的直徑不同,中心高度不一樣。設備為半自動操作方式,雙向檢測,可以從左向右也可以從右向左檢測)按啟動按鈕設備自動行走,反復按暗房(磁化裝置設置在暗房中)行走按鈕,直到檢測到瓶口,暗房停止行走,按工作按鈕設備自動完成—轉動、磁化、噴淋(在這段時間檢測人員在紫外線燈下尋找缺陷),當瓶子轉動、噴淋、磁化轉動后,磁化小車再次行走重復上述過程。

磁粉探傷機設計標準及依據
①中華人民共和國磁粉探傷機《GB3721-83》標準。
②機械工業部行業磁粉探傷機《JB/T8290-2011》標準。
③行業《GB/T15822.1~3》標準。
④磁粉檢測用試片 GB/T23907-2009、GB/T6063。
⑤中華人民共和國行業標準 NB/T47013.1/ NB/T47013.4。
⑥大容器鋼制無縫氣瓶 GB/T 33145-2016。
⑦采購方探傷工藝要求。
磁粉探傷機主要技術參數
● 磁粉探傷機:三相四線380V±10% 50Hz,采用數字式電流表顯示。
● 磁化一路:瓶體探傷
周向磁化磁勢:0-32000AT(有效值0-100A)連續可調、帶斷電相位控制器閉環跟蹤,觸摸屏電流設定)
帶電流異常報警。變壓器和磁化線圈加過溫報警。
縱向磁化磁勢:(有效值0-100A)連續可調、帶斷電相位控制器閉環跟蹤,觸摸屏電流設定)帶電流異常
報警。變壓器和磁化線圈加過溫報警。
● 電極間距:3000-15000mm可調。
● 磁化靈敏度:A1型試片顯示清晰(A-15/50、)。
● 磁化方式:周向磁化、縱向磁化、復合磁化。
● 夾緊方式:瓶口探傷夾緊方式采用氣動夾緊。
● 運行方式:手動/自動切換,即可自動探傷,也可手動操作。
● 磁化裝置移動方式:電動(變頻器調速)。
● 白光照度:白光照度在距離光源381mm,工件表面處不小于 1000流明。
● 工件旋轉速度及磁化裝置移動速度:變頻調速。
● 工作節拍:保證磁化靈敏度的前提下連續生產時約15分鐘/每件(不包含上下料及觀察時間)。
● 磁化靈敏度:按中華人民共和國機械行業標準JB/T6065—2004《磁粉探傷用標準試片》規定,以標準A型1號試片A-15/50測試,顯示清晰。
● 退磁方式、退磁時間及剩磁:衰減式自動退磁Br≤0.3mT(鋼瓶探傷前無剩磁)。
● 熒光光照度:1000UW/CM2。
● 磁懸液:循環利用。
● 暫載率:≥100%。
● 連續磁化時間:連續。
● 設備顏色:設備電柜為象牙白、備本體為孔雀藍、設備運動部件為黃色。

磁粉探傷機使用環境
1、環境溫度:-10~45℃。
2、環境濕度:≤85%。
3、氣源壓力: 0.4~0.7MPa。
4、 配電電壓:三相四線380V±10% 50Hz;采用數字式電流表顯示。
5、控制電源電壓: DC24V。
山科飛泰探傷設備可以根據客戶具體需求定制,歡迎電話咨詢!
 冀公網安備13010802001805號
冀公網安備13010802001805號